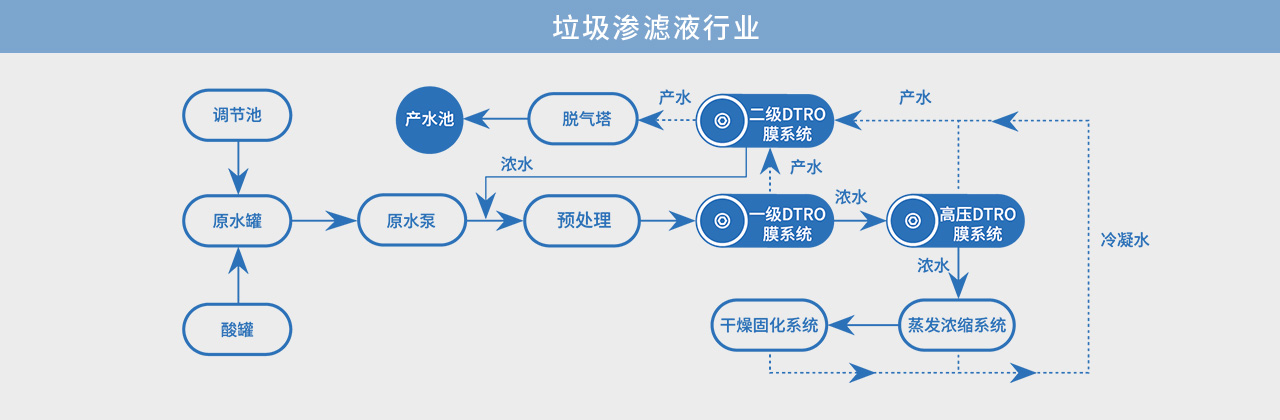
针对垃圾渗滤液、危废渗滤液、餐厨渗滤液等各类渗滤液的水质特点,合理调整预处理工艺路线,保证膜系统的稳定运行,进而实现从预处理到膜处理全工艺链贯通,有效解决渗滤液DTRO零排放处理难题。
采用“预处理+DTRO膜装置+蒸发结晶系统”主体处理工艺,工艺流程短,抗水质冲击负荷高,可操作性强,系统产水回收率高达95%以上。